Сушка трехфазного синхронного двигателя методом медных потерь
2026-05-25
На многих промышленных объектах трехфазные синхронные двигатели работают в непрерывном режиме. Если оборудование после остановки подвергается воздействию влаги, изоляционные свойства обмоток начинают снижаться. Особенно часто это происходит во время транспортировки, хранения или длительного ремонта, когда перепады температуры и высокая влажность приводят к накоплению конденсата внутри двигателя.
Многие заказчики при покупке трехфазного синхронного двигателя обращают внимание на мощность, скорость вращения и систему возбуждения, но часто упускают важный вопрос — как правильно выполнять сушку двигателя после увлажнения.
На практике процесс сушки влияет не только на возможность повторного запуска оборудования, но и на срок службы обмоток и общую стабильность дальнейшей эксплуатации.
Что происходит после увлажнения трехфазного синхронного двигателя
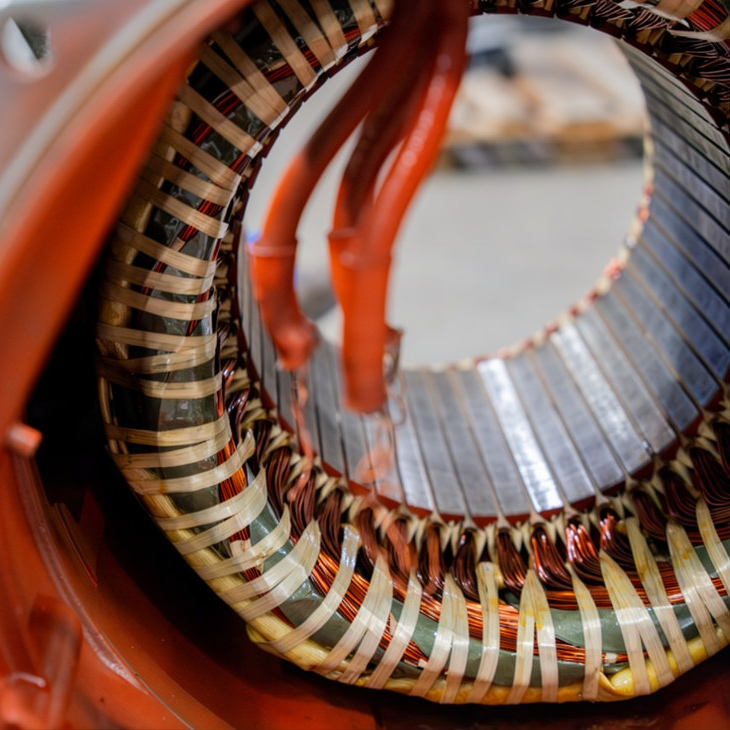
После попадания влаги внутрь обмоток у трехфазного синхронного двигателя заметно снижается сопротивление изоляции. Во время работы могут возникать токи утечки, локальные разряды и аномальный нагрев обмоток. В тяжёлых случаях система защиты может отключить двигатель уже на этапе запуска.
После длительного хранения крупных трехфазных синхронных двигателей технический персонал обычно сначала проверяет сопротивление изоляции и только потом подаёт питание.
Наиболее распространённые причины увлажнения:
- длительный простой оборудования
- морская перевозка или транспортировка в сезон дождей
- повышенная влажность на месте монтажа
- образование конденсата при низких температурах
- недостаточная просушка после ремонта
В подобных ситуациях сушка методом медных потерь считается одним из наиболее распространённых способов восстановления.
Принцип метода сушки медными потерями
Суть метода заключается в использовании тепла, возникающего при прохождении тока через обмотки. Обмотки постепенно нагреваются, а накопленная внутри влага испаряется.
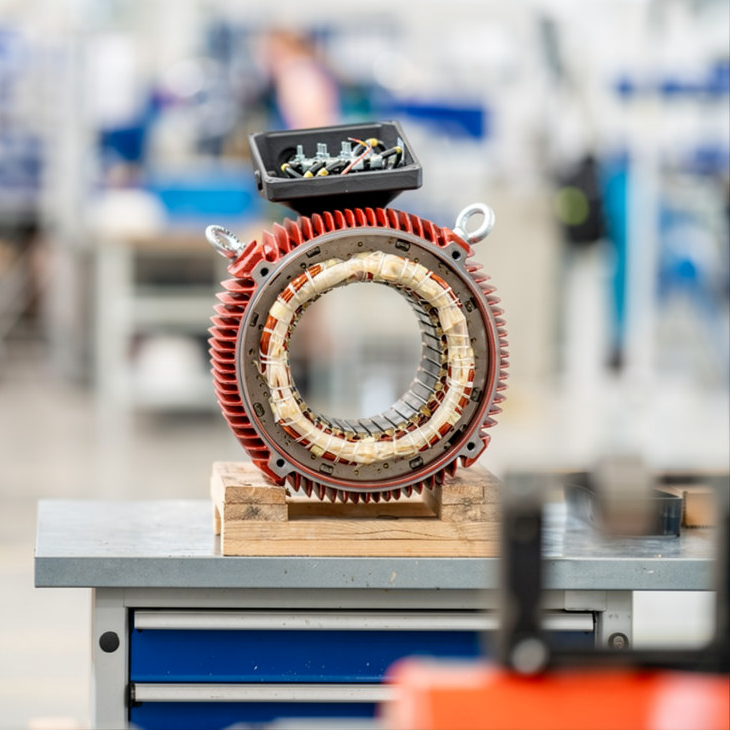
Во многих ремонтных цехах для трехфазных синхронных двигателей используется именно такой подход, поскольку он не требует крупных сушильных камер и особенно удобен для оборудования больших размеров.
После подачи тока медные проводники начинают выделять тепло за счёт медных потерь. Если ток и температура находятся под контролем, двигатель прогревается равномерно.
По сути, весь процесс напоминает медленную низкотемпературную сушку двигателя.

Когда используется сушка постоянным током
Во многих промышленных проектах специалисты подают постоянный ток непосредственно на статорные обмотки трехфазного синхронного двигателя.
Обычно ток поддерживается на уровне 50–80% от номинального значения, а температура регулируется изменением силы тока. Температура обмоток обычно не превышает 75°C.
Для контроля температуры применяются:
- встроенные температурные датчики
- измерение температуры методом сопротивления
Такой метод особенно подходит для ремонта и технического обслуживания крупных трехфазных синхронных двигателей.
В некоторых проектах постоянный ток также подаётся на роторную обмотку, а статор и ротор соединяются последовательно для более равномерного прогрева. Однако в неподвижном состоянии ротор нагревается быстрее, поэтому персоналу приходится периодически размыкать цепь для корректировки температуры.
Многие заказчики не знают, что при длительном неподвижном нагреве ротора вал может деформироваться из-за неравномерного теплового расширения. Поэтому во время сушки обычно каждые два часа выполняют проворачивание ротора на 180°. Перед этим питание ротора обязательно отключается.
На первый взгляд процедура кажется простой, но на практике требует серьёзного опыта.
Почему сильно увлажнённый двигатель нельзя сразу сушить постоянным током
Если внутри обмоток трехфазного синхронного двигателя накопилось большое количество влаги, прямое применение постоянного тока считается небезопасным.
Причина достаточно проста.
Постоянный ток может вызвать электролитические процессы, способные повредить изоляцию обмоток. Поэтому при крайне низком сопротивлении изоляции специалисты сначала выполняют предварительный прогрев, а уже затем переходят к полноценной сушке.
При измерении сопротивления изоляции также необходимо учитывать важный момент — питание двигателя должно быть полностью отключено.
Многие начинающие пользователи забывают об этом, что приводит к ошибочным результатам измерений.
Сушка пониженным трёхфазным переменным током
Помимо постоянного тока, для крупных трехфазных синхронных двигателей часто применяется метод сушки пониженным трёхфазным переменным током.
В этом случае на статорные обмотки подаётся пониженное переменное напряжение, ротор фиксируется, а обмотки полюсов замыкаются накоротко.
Входное напряжение обычно составляет 8–10% от номинального, а ток статора поддерживается на уровне 60–70% от номинального значения.
Это позволяет избежать перегрева обмоток.
После подачи переменного тока внутри статора возникает вращающееся магнитное поле, а на поверхности ротора образуются вихревые токи, за счёт которых ротор также начинает нагреваться.
Для крупных трехфазных синхронных двигателей этот метод обеспечивает достаточно быстрый прогрев.
Однако уровень сложности контроля при этом возрастает.
В отдельных зонах могут образовываться локальные перегревы. Если температурный контроль недостаточен, возможен перегрев отдельных участков обмотки. Поэтому многие инженерные команды при использовании этого метода назначают персонал для постоянного контроля температуры.
Производственный опыт напрямую влияет на удобство обслуживания
При выборе поставщика трехфазного синхронного двигателя многие заказчики в первую очередь оценивают цену и сроки поставки. Однако технология изготовления обмоток, конструкция изоляции и качество пропитки оказывают огромное влияние на последующее обслуживание.
У трехфазных синхронных двигателей с грамотно спроектированной обмоткой восстановление после увлажнения происходит быстрее, а изоляция восстанавливает характеристики стабильнее.
Мы длительное время занимаемся экспортом трехфазных синхронных двигателей и обладаем опытом оптимизации технологий производства крупных промышленных двигателей, систем изоляции и заводских испытаний. Для различных условий эксплуатации можем предложить индивидуальные решения по обмоткам и рекомендации по эксплуатации, помогающие снизить затраты на дальнейшее обслуживание.
После длительного сотрудничества многие клиенты начинают уделять внимание одному главному вопросу:
насколько оборудование стабильно, надёжно и требует минимум обслуживания.
Для промышленного оборудования это часто оказывается важнее, чем сами технические параметры.