Почему у трёхфазных синхронных двигателей часто возникают неисправности подшипников?
2026-06-17
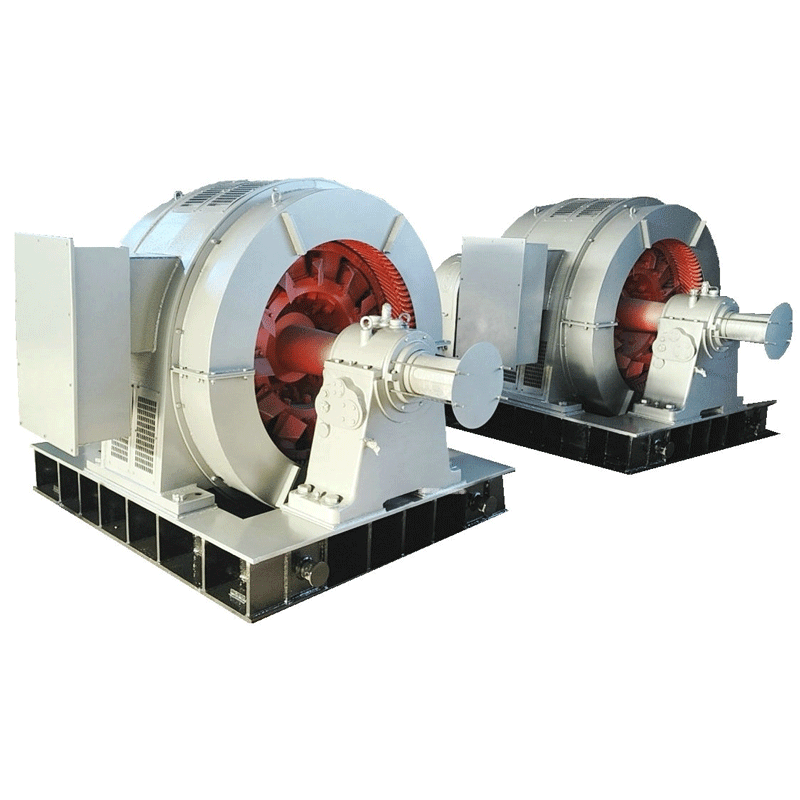
Для крупных Трехфазных синхронных двигателей подшипники не относятся к самым дорогостоящим узлам, однако именно они нередко становятся одним из ключевых факторов, влияющих на стабильность работы оборудования. Многие предприятия спустя несколько лет эксплуатации замечают, что мощность двигателя остаётся неизменной, состояние обмоток соответствует норме, но уровень вибрации, температура подшипников или шум начинают постепенно увеличиваться.
Результаты диагностики показывают, что проблема зачастую связана именно с подшипниковой системой. Практика технического обслуживания свидетельствует, что большинство неисправностей подшипников не возникают внезапно, а формируются постепенно в процессе длительной эксплуатации.
Недостаточный контроль смазки, старение масла, изменение рабочих зазоров и ухудшение состояния изоляции относятся к наиболее распространённым причинам. Для Трехфазных синхронных двигателей, работающих в непрерывном режиме, правильное обслуживание и своевременный ремонт подшипников позволяют значительно снизить риск отказов оборудования.
Управление системой смазки важнее, чем кажется
Многие специалисты по эксплуатации сосредотачиваются непосредственно на состоянии подшипников, недооценивая значение системы смазки.На практике стабильность работы подшипников во многом определяется качеством и состоянием смазочного масла.В Трехфазных синхронных двигателях, оснащённых системой смазки с масляным кольцом, уровень масла должен строго соответствовать установленным требованиям.
При недостаточном количестве масла эффективность смазки снижается, а скорость износа поверхностей подшипников возрастает.Избыточное количество масла также нежелательно, поскольку может привести к его разбрызгиванию.Если масло попадает на обмотки или в зону контактных колец, это не только увеличивает объём работ по очистке оборудования, но и способно негативно повлиять на его работу.
Поэтому во время эксплуатации не рекомендуется просто доливать масло без проверки состояния системы. Все операции должны выполняться в соответствии с установленными регламентами обслуживания.Во многих случаях повышение температуры подшипников связано не с конструкцией оборудования, а с недостаточным контролем системы смазки.

Потемнение масла нельзя считать незначительной проблемой
На многих предприятиях критерием замены смазочного масла служит исключительно срок его эксплуатации.Однако фактическое состояние масла зачастую является гораздо более информативным показателем.
Если масло заметно темнеет, содержит влагу или механические примеси, это свидетельствует о начале процессов старения и ухудшения эксплуатационных свойств.Повышение температуры подшипников также может быть связано со снижением качества смазочного материала.В нормальных условиях рекомендуется регулярно отбирать образцы масла для анализа.
Своевременная замена масла после обнаружения признаков деградации позволяет эффективно снизить износ подшипников.Во время замены масла внутренние полости подшипников должны быть тщательно очищены.Как правило, сначала используется промывка керосином, после чего выполняется дополнительная промывка новым маслом для удаления остатков загрязнений.Многие случаи преждевременного износа оборудования связаны именно с недостаточно качественной заменой масла.
При системах принудительной смазки необходимо особенно внимательно контролировать температуру
Некоторые крупные Трехфазные синхронные двигатели оснащаются системой принудительной смазки.Такая конструкция обеспечивает более стабильные условия работы подшипников, но одновременно предъявляет повышенные требования к температурному режиму масла.Температура масла, поступающего к подшипникам, обычно должна поддерживаться ниже 40 °C.
До запуска оборудования температура масла должна превышать 25 °C.При чрезмерно высокой температуре ухудшаются смазывающие свойства масла.При слишком низкой температуре возрастает вязкость и снижается текучесть, что также может привести к недостаточной смазке.
Для Трехфазных синхронных двигателей, эксплуатируемых в условиях низких температур, необходимо уделять особое внимание изменению вязкости масла.Во многих случаях трудности при запуске двигателя обусловлены именно неправильным выбором смазочного материала.
Изменение зазоров подшипников часто является первым признаком будущей неисправности
Подшипники относятся к узлам, подверженным естественному износу.По мере увеличения срока службы изменение рабочих зазоров становится неизбежным.Проблема заключается в том, что многие предприятия начинают контролировать состояние подшипников только после появления явных признаков неисправности.
На практике изменение зазоров обычно происходит значительно раньше возникновения серьёзных проблем.Если разница воздушного зазора между статором и ротором превышает допустимые значения и одновременно наблюдается износ подшипников, это может свидетельствовать о смещении ротора относительно проектного положения.
Существенное различие зазоров между отдельными подшипниками также способно привести к увеличению вибрации оборудования.Если верхний зазор значительно превышает расчётные параметры и одновременно появляются признаки нестабильной работы, необходимо своевременно заменить вкладыши или выполнить повторную заливку подшипникового сплава.Регулярный контроль зазоров позволяет выявлять потенциальные неисправности задолго до возникновения аварийной ситуации.
Проблема токов через вал часто остаётся без внимания
Для крупных Трехфазных синхронных двигателей токи через вал являются одним из важных факторов, влияющих на срок службы подшипников.При длительном воздействии таких токов на поверхности подшипников возникают повреждения.В лёгких случаях появляются следы износа, а в тяжёлых — возможен полный выход подшипников из строя.Для снижения подобных рисков необходимо регулярно очищать зоны изоляции подшипниковых стоек от пыли и загрязнений.Контроль сопротивления изоляции также должен входить в программу планового обслуживания.
При измерении мегомметром на 500 В сопротивление изоляции должно превышать 0,5 МОм.Для Трехфазных синхронных двигателей с системой принудительной смазки дополнительно рекомендуется проверять состояние изоляции маслопроводов и водопроводов.Хотя данные процедуры достаточно просты, они позволяют существенно снизить риск повреждений, вызванных токами через вал.
Контроль вибрации — самый быстрый способ выявления проблем
Большинство неисправностей подшипников имеют одну общую особенность.Задолго до фактического отказа оборудования параметры вибрации начинают изменяться.Для Трехфазных синхронных двигателей с частотой вращения до 600 об/мин величина вибрации обычно должна находиться в пределах 0,075 мм.
Для оборудования с частотой вращения от 750 до 3000 об/мин скорость вибрации, как правило, не должна превышать 2,3 мм/с.Если показатели мониторинга продолжают расти, даже при отсутствии явных признаков неисправности необходимо организовать дополнительную диагностику.По сравнению с ремонтом после аварийной остановки своевременное выявление проблем с помощью вибрационного мониторинга обычно требует значительно меньших затрат.Именно поэтому всё больше предприятий внедряют системы онлайн-контроля вибрации, позволяющие оперативно отслеживать изменения технического состояния Трехфазных синхронных двигателей.