2500 кВт электрический двигатель — надёжное решение для промышленных нагрузок
2026-06-13
содержание
Электродвигатель мощностью 2500 кВт — не просто цифра в техническом задании. Это точка баланса между механической прочностью, энергоэффективностью и отказоустойчивостью в условиях, где остановка агрегата стоит десятки миллионов рублей в час. Мы не раз сталкивались с ситуациями, когда двигатель этой мощности запускали в цементной печи при +45 °C и 95 % влажности — и через 18 месяцев он работал без замены щёток, без перепропитки изоляции, без коррекции воздушного зазора. Именно такие случаи формируют наш подход к подбору и поставке 2500КВт электрический двигатель.
Почему именно 2500 кВт — критическая граница для промышленных решений
Мощность 2500 кВт — это «порог перехода»: ниже — можно использовать стандартные асинхронные двигатели с короткозамкнутым ротором; выше — начинается доминирование синхронных или частотно-регулируемых систем. В этом диапазоне чаще всего возникают три реальных вызова:
- Пиковые пусковые моменты — например, при запуске мельницы YMPSL с полной загрузкой шаров и сырья;
- Длительная работа на 92–97 % от номинала — характерно для насосных станций ГЭС и компрессоров газоперекачки;
- Требование к стабильности момента при изменении нагрузки — критично для прокатных станов и экструдеров.
Именно здесь проявляются слабые места типовых решений: перегрев обмоток при недостаточном охлаждении, дрейф параметров возбуждения у синхронников, преждевременный износ подшипниковых вкладышей при вертикальном монтаже. Мы фиксируем эти проблемы не по каталогам — а по протоколам испытаний, собранным за 7 лет работы на объектах от Норильска до Сочи.
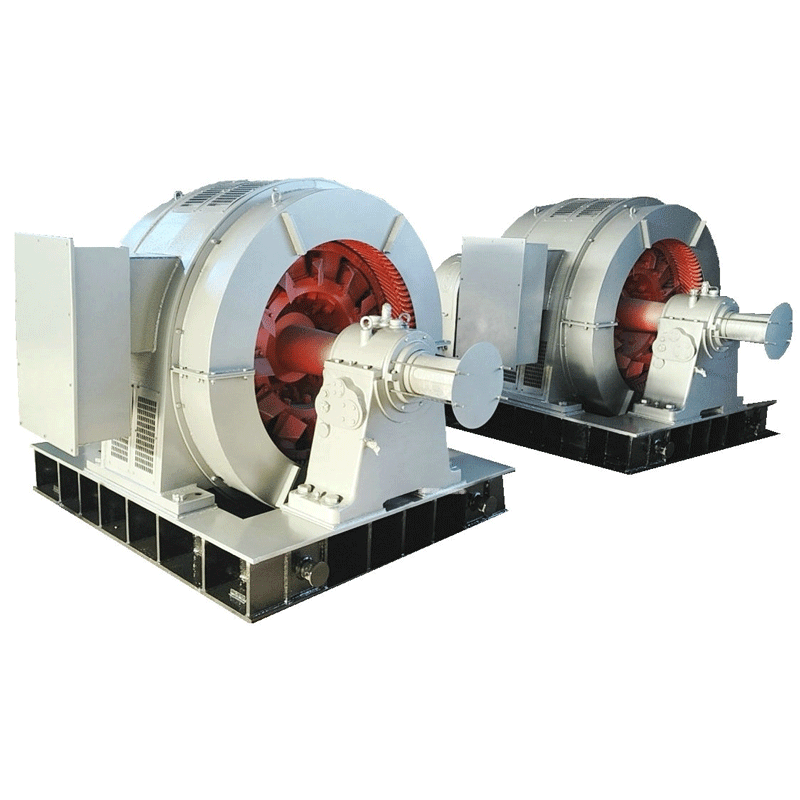
Как работает 2500КВт электрический двигатель в реальных условиях
На наших заводах мы не просто собираем двигатели — мы моделируем их эксплуатацию. Для моделей серии YRKK (асинхронный с фазным ротором) и T (синхронный с щёточным возбуждением) проводим трёхуровневую проверку:
- Тест на тепловую стойкость: 12 часов непрерывной работы при 110 % нагрузки с фиксацией температуры в 14 точках — включая лобовые части обмоток и поверхность коллектора;
- Проверка вибрационной устойчивости: измерение амплитуды в трёх плоскостях при разных скоростях — от 0 до 110 % номинала;
- Испытание на герметичность и защиту от внешних воздействий: для исполнений IP55 и IP56 — циклическое распыление водяной пыли под давлением 300 кПа в течение 2 часов.
Результат — каждый двигатель получает индивидуальный протокол с подписью главного инженера. Нет общих сертификатов — есть документ, привязанный к конкретному номеру рамы и дате сборки.
Что действительно влияет на срок службы — и что нет
Часто заказчики спрашивают: «А можно ли сэкономить на корпусе?». Ответ — да, но цена будет не в рублях, а в часах простоя. Мы видели, как двигатель с литым чугунным корпусом выдержал 12 лет в угольной шахте, а его аналог с усиленным стальным каркасом — вышел из строя через 3 года из-за коррозии в местах сварных швов. Почему? Потому что сталь требует идеального антикоррозионного покрытия — а на производственной площадке часто нарушают технологию нанесения. Чугун же «прощает» ошибки — он не ржавеет, не трескается при термоциклах, сохраняет жёсткость при вибрации.
Ещё один миф — «чем выше класс изоляции, тем надёжнее». На практике F-класс (155 °C) оправдан только при частых пусках и тяжёлых режимах. Для базовой работы с постоянной нагрузкой достаточно H-класса (180 °C) — но с обязательной пропиткой эпоксидной смолой, а не алкидной. Именно так мы делаем в ООО Шэньяне Производство Электроэнергии: выбор материала — не по таблице, а по условиям конкретного цеха.
Как выбрать — и не ошибиться
Подбор 2500КВт электрический двигатель начинается не с мощности, а с трёх вопросов:
- Какой тип нагрузки: постоянный момент, переменный или ударный?
- Какие ограничения по пусковому току и времени разгона?
- Какие условия монтажа: горизонтальный/вертикальный, закрытое помещение/открытая площадка, наличие агрессивных паров или пыли?
Если ответы — «ударный», «до 300 % от номинала», «вертикальный монтаж в цементном цехе» — оптимальное решение — двигатель серии YLKS с усиленными подшипниковыми узлами и специальной смазкой. Если же нужна точная регулировка скорости при стабильной нагрузке — выбираем синхронный T-серии с автоматической системой регулирования возбуждения. Мы не предлагаем «универсальное решение». Мы подбираем — и подтверждаем выбор испытаниями.
Каждый 2500КВт электрический двигатель, выпущенный ООО Шэньяне Производство Электроэнергии, проходит полный цикл контроля — от входного приёма стали до финального теста под нагрузкой. Он не «подходит» для промышленности. Он создан для неё — с учётом того, как на самом деле работают машины, люди и условия. И это — не обещание. Это запись в протоколе.